

This place is great to work with. Milan does most of my laser cutting work. The material is clean and the service is amazing!
Chris Moore

Industry Leader in Metal Manufacturing
 Metal Tronics Inc. provides high quality metal fabrication and laser cutting services to clients across the Greater Toronto Area in Ontario, Canada. We have over 40
years of experience in the metalworking industry and have become an industry leader in metal manufacturing.
Metal Tronics Inc. provides high quality metal fabrication and laser cutting services to clients across the Greater Toronto Area in Ontario, Canada. We have over 40
years of experience in the metalworking industry and have become an industry leader in metal manufacturing.
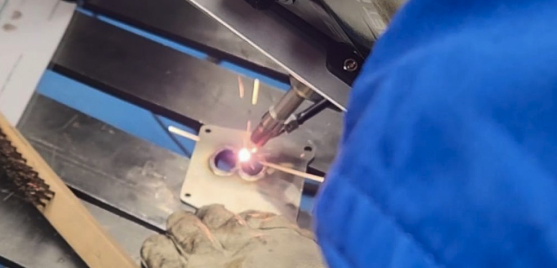
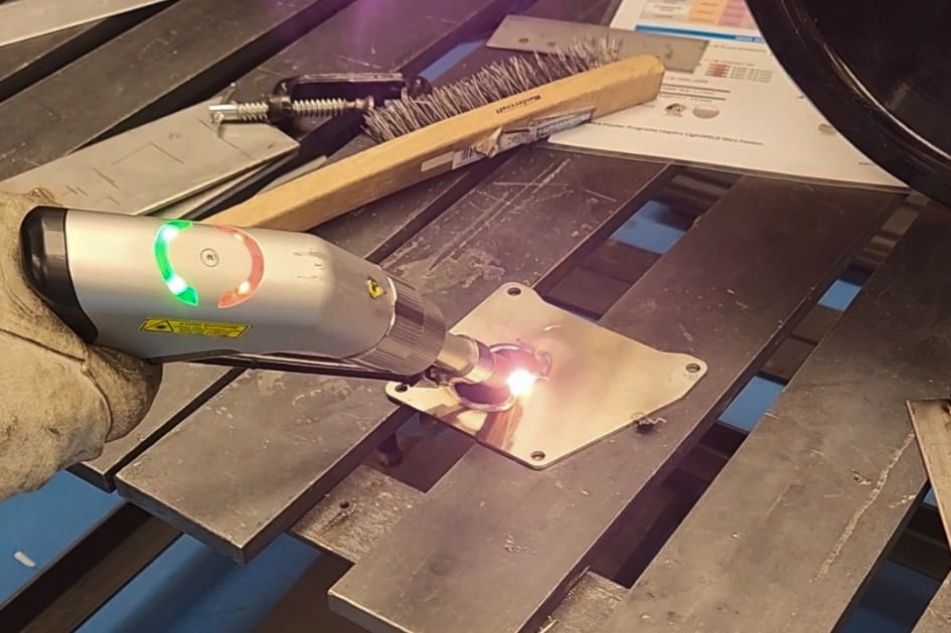
Using the latest state-of-the-art equipment and sustainable processes in our modernized facility in Mississauga, we deliver precision laser cutting and metal fabrication services for industrial and commercial projects. Our capabilities and experience allow us to take on complex metalworking assignments and large projects for a range of industries, including electronic, entertainment and retail, to name a few.
Metal Tronics Inc. makes use of automated and sustainable practices to create high-quality products that meet your specifications exactly within specified timelines. Precision is one of our top priorities. We are also known for our stellar customer service and work hard to ensure your satisfaction through quality workmanship and superior delivery on every project.
Browse through our gallery of previous projects and visit our metal fabrication or laser cutting pages for more information on the services we offer. If you’re ready to work with us on your project, contact us now and let’s get started!
Our Services
The projects we complete appear across the Greater Toronto Area and throughout Ontario. We’ve crafted solutions for the entertainment, retail, medical, electronic, and transportation industries (among others). Let us show you what we can do for you. Contact us today to get started.
- Design / Consulting
- Shearing
- Drilling
- Laser cutting
- Fabrication
- Self-clenching
- Forming
- CNC punching
- Fasteners
- Bending
- Saw cutting
- Tapping
- Welding
- Complete Assembly & Finishing
 Reviews
Reviews
Read more >
Highly recommended!!! I came to Metal Tronics for a very particular laser cutting job. From the first phone call to the incredibly timely completion of my
project, the entire team was absolutely fantastic and to be commended on their outstanding service and skill! Special thank you to Brigitte and the
wonderful receptionist, and to the owner who produced a perfect project for me. Amazing amazing experience!4
Alina
Gallery
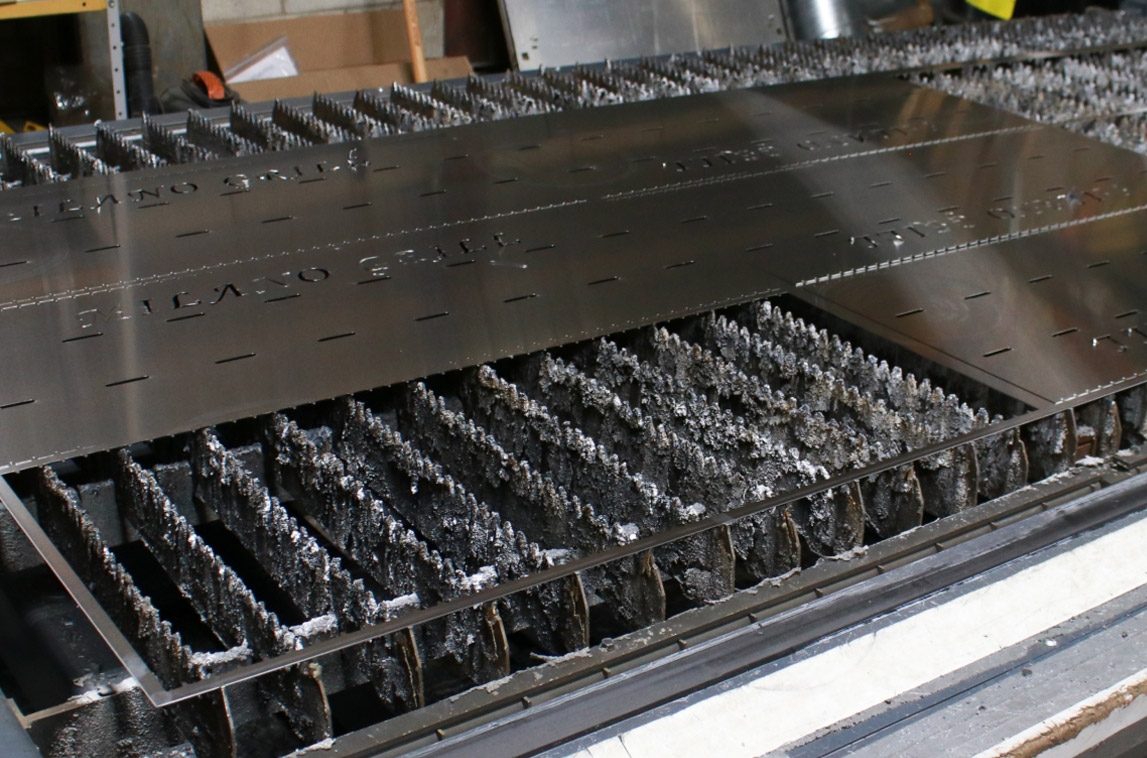
Metal Tronics Inc. has worked on many laser cutting and metal fabrication projects over the years. This gallery shows our completed projects and products that appear across the Greater Toronto Area and throughout Ontario. Visit our Gallery page to see them all.






Metal Tronics Inc.
3610 Nashua Dr. Unit 3
Mississauga, Ontario
L4V 1L2, Canada
TEL: 905.671.1677
FAX: 905.671.1804